

服务热线:13985007139

服务热线:13985007139

联系人:曹经理
电 话:0851-84393631
手 机:13985007139
Q Q:2418159078
邮 箱:syczxt@163.com
网 址:www.gysycz.cn
地 址:贵阳市长岭南路国电金海域

汽车衡焊接工艺
●三原公司汽车衡第四代U型梁结构秤体,按汽车轴载载货来考虑设计负载强度,正好适用贵州集中短轴负载运煤车辆。随着区域内部交通条件的改良,客户对汽车衡的需求向着重轴载、大尺寸台面方向的快捷发展,在这样的主导诱因下,新U型结构相对于旧槽钢结构秤体现了以下一些具体优良性。秤台结构外形发生
根本性改变,U型钢的结构形式消理了旧结构秤体在车辆轴载增加时存在的倾覆与台面,大梁变型的现象。取决于三原公司的流水线生产制造工艺与其他衡器厂没有的现代化设备。
U梁龙门自动焊接设备

(龙门自动焊机)

●三原公司致力于西南片区衡器的销售,安装十余年,在客户过磅现场环节积累了大量经验,过磅频率高的电厂,集中短轴载的运煤车,水泥罐车,对秤体自身刚度,承压强度提出了较高要求,如秤体材料(梁的高度,厚度,端板厚度,接头厚度),焊接强度等达不到,没有焊接,除锈等硬件工艺设备成熟,会造成秤体变形,称重将失去意义。考虑到西南区域的地域特点:用户称量的车型常为斯泰尔、红岩等短轴自卸车或改装的重型短轴车型,普通订货的轴载往往无法满足实际需求。因此,我们根据用户实际使用情况,建议选用大轴载规格(U型梁厚度,高度,自动焊接工艺,抛丸处理工艺确认)。保持汽车衡秤体按以下强度设计,轴载可达到50吨,冲击负载可达秤体至大称量的2倍。
●应用好的MATLAB优化设计软件及ANSYS有限元分析软件对秤体进行辅助设计,保持秤体整体强度和局部强度匹配。

U型梁焊接前校正
秤体焊接工艺,强度保持SCS(D)系列全电子模块化汽车衡是开发的新产品。采用U型截面的冷弯成型钢,该设计采用飞机机翼及金门大桥蜂窝结构,组焊成多个封闭腔体的力学结构原理,使得汽车衡秤台在整体钢度、搞扭抗弯、台面局部抗压以及遇横向压力时的变形量等的各项性能指标比原槽钢结构都有很大的提高。是电力行业招标定为常用的全钢结构秤台,现以取代型槽钢组焊成的第三代秤台。它结构设合理 ,适于大规模生产,质量稳定牢靠。

避开人工焊接的随意性,避开人工焊接虚焊。
汽车衡制造抛丸机
秤台所用钢材进行预处理,抛丸去掉轧氧化层、锈及异物,以确认焊缝和油漆质量。

(汽车衡抛丸机)

新型U梁大型折弯机,剪板机

(秤台面板自动埋弧焊)
焊缝采用自动焊,焊缝表面光滑平整;秤台表面平整光滑没有螺栓、螺母附着物。传感器采用侧装,不在面板开孔,维护维修特方便。主要承载结构采用碳素结构钢制造,其化学成分和力学性能符合GB700-88的规定。钢板对接采用埋弧焊完成,确认焊透。主要角焊采用埋弧焊,CO2气体保护焊等自动或半自动焊的方法完成,保持有足的焊深。钢板和U型钢材采用施压的方法进行矫直和弯曲。

2:称重模块
称重模块安装在容器的支承点上,不需另外占地。适用于多个容器并列安装而场地窄小的场合。电子衡器的量程和分度值有规格,而称重模块组成的称重系统,量程和分度值可以在仪表允许的范围内,根据需要自行设置。称重模块维修方便,若传感器损坏,可以调节支撑螺杆将秤体顶起,不用拆除称重模块,就能换传感器。
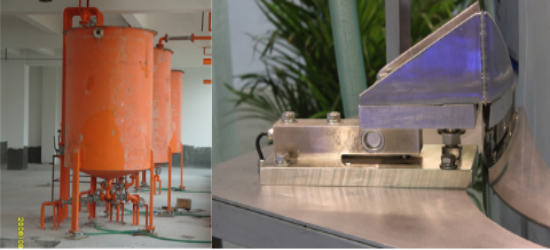
化工企业在物料储存和生产过程中大量使用各样贮槽和计量槽。但普遍遇到两个问题,一是物料的计量问题,二是生产过程的控制问题。根据我们的实践,应用电子称重模块,可以较好地解决。

化工行业防爆灌装秤称重模块
一般来讲,目前贮槽液体的计量,大部分都是采用标尺或流量计来计量的。但这两种方法都以体积计量,然后再根据液体的密度换算成重量。由于密度与温度等因素有关,误差比较大,尽管目前有质量流量计,但因价格贵,一般企业很少采用,因而用电子称重模块,直接称出物料的重量是比较经济实用的
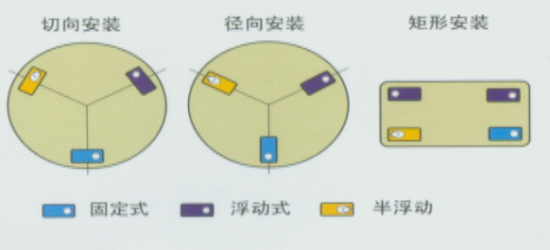
(模块称重安装布置)
贵阳三原称重系统技术有限公司
联系人:曹经理
电 话:0851-84393631
手 机:13985007139
Q Q:2418159078
邮 箱:syczxt@163.com
网 址:www.gysycz.cn
地 址:贵阳市长岭南路国电金海域

